媒體中心
news Center
電氣裝備涂裝工藝
時間:2025-02-24
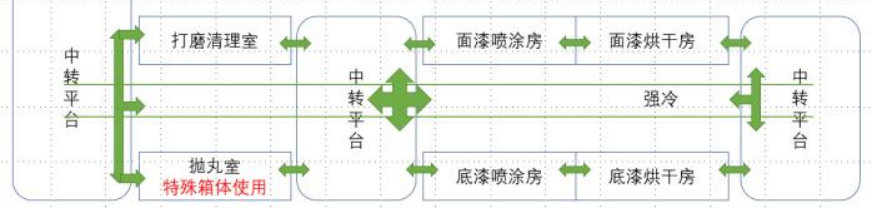
1. 碳鋼厚板件:自動拋丸→清理→富鋅漆自動噴涂(8-15μm 做短期防銹)→烘烤(設定 80℃) →冷卻→下件; (與集裝箱前處理工藝及性質相同)
2. 薄板件(熱軋板/冷軋板)→預脫脂→脫脂→水性→水性→硅烷→烘干→下件;(部分側頂板會做噴粉,組裝后仍會做后續噴漆)
前處理(鍍鋅件/硅烷件/不銹鋼件/拋丸鋅粉件)→銹跡部位局部打磨(80 目)→壓縮空氣吹氣清理→底漆噴涂(317 老槍嘴)→底漆流平 10-15min→底漆烘烤(設定 60℃/60-75min)→冷卻 30min→底漆漆膜表面打磨清理(80 目)→ 面漆噴涂(槍嘴 517)→流平 10min→面漆烘烤(設定 60℃/50-60min)→冷卻→檢測修補(砂紙 80 目)→ 下線
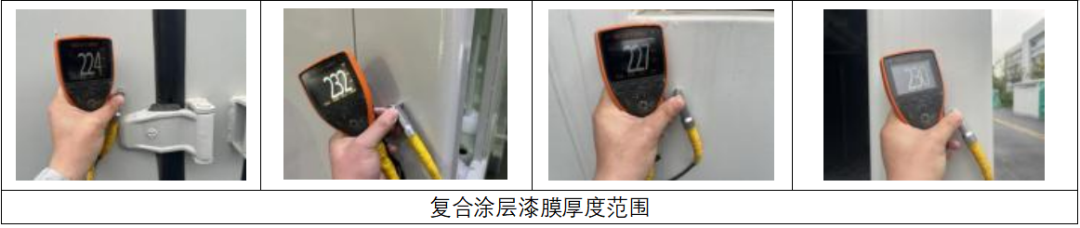
1. ISO12944 技術標準 C3 要求:環氧底漆 70-110 μm(現場實際噴涂膜厚 90-130 μm),一次成膜單槍干膜厚度約 65μm,底部起槍一上一下須達到漆膜厚度;聚氨酯面漆 50 μm(現場實際噴涂厚度 40-60 μm),一次成膜底部起 槍一上一下須達到漆膜厚度;
2. ISO12944 技術標準 C4 要求:環氧底漆 150 μm(現場實際噴涂膜厚約 170 μm),二次成膜單槍干膜厚度約 100 μm(涂層間隔約 10min),單次成膜厚度>200 μm(一次成膜底部起槍一上一下須達到漆膜厚度);聚氨酯面漆 50 μm(現場實際噴涂厚度 40-60 μm),一次成膜底部起槍一上一下須達到漆膜厚度;
3. ISO12944 技術標準 C5 要求:環氧富鋅漆 80-100 μm(現場實際噴涂膜厚約 100-120 μm),一次成膜單槍干膜厚 度約 65μm,底部起槍一上一下須達到漆膜厚度;環氧底漆 150 μm(現場實際噴涂膜厚約 170 μm),二次成膜單槍 干膜厚度約 100 μm(涂層間隔約 10min),需求單次成膜厚度>200 μm(一次成膜底部起槍一上一下須達到漆 膜厚度);聚氨酯面漆 50 μm(現場實際噴涂厚度 40-60 μm),一次成膜底部起槍一上一下須達到漆膜厚度;
4. 工件種類:鑄造件、熱軋板、不銹鋼、冷軋板;
5. 涂料復涂面種類:鋅粉涂層、硅烷涂層、鍍鋅涂層、粉末涂層。
| 工序 | 作業內容 | 技術要求 |
| 拋丸 |
前處理自動拋丸(類似集裝箱) |
鋼砂直徑 1.0mm |
| 清理 |
壓縮空氣吹 |
目測無明顯灰塵雜質 |
|
預熱 |
無 |
無 |
|
底漆噴涂 |
手工噴槍噴涂,箱內外整箱; 噴槍與工件表面距離約800mm |
漆膜厚度達標,工件漆膜表面光滑 無流掛、漏 噴等明顯瑕疵。 |
|
底漆流平(烘房內進行) |
約 10-15min |
|
|
設定 60 度℃,工件 40-55℃/低膜厚 C3標準60min、高膜厚C4標準 75min |
出烘干房時漆膜不粘手、手扣不掉漆 |
|
|
冷卻 |
常溫冷卻 30min |
|
| 面漆噴涂 |
手工噴槍噴涂,箱內外整箱噴涂; 噴槍與工件表面距離約 400mm |
達到實干、80 目砂紙打磨不粘砂紙呈現粉末狀態 |
|
面漆流平 |
10min |
|
|
面漆烘干 |
設定 60 度℃, 工件40-55℃/50-60min |
出烘干房時漆膜不粘手、手扣不掉漆 |
|
冷卻 |
常溫冷卻 15min |
達到實干、滿足后續修補工作
|
|
修補 |
針對漆膜缺陷部位進行修理 |
80 目砂紙打磨后、壓縮空氣可吹掉不粘在箱體上 |
| 下件 |
專用工裝 |
對直接接觸的位置附墊海綿或者泡沫作防護 |


.
漆膜極限流掛:
1. C3 標準底漆漆膜厚度為一次成膜,漆膜厚度指標為 110μm(現場實際 130μm),考慮死角位及重復交槍 部位厚度、單次成膜干膜厚度≥200μm;面漆漆膜厚度指標為 50μm(現場實際 40-60μm),單次成膜 干膜厚度≥80μm;
2. C4/C5 底漆漆膜厚度標準 150μm(現場實際 170μm) ,考慮死角位及重復交槍部位厚度、兩次成膜干膜 厚度≥255μm(涂層間隔約 10min) ,可以期望可以滿足一次性成膜。
漆膜厚度:
1. ISO12944 技術標準 C3 要求:環氧底漆 70-110 μm,聚氨酯面漆 50 μm;
2. ISO12944 技術標準 C4 要求:環氧底漆 150 μm,聚氨酯面漆 50 μm;
3. ISO12944 技術標準 C5 要求:環氧富鋅漆 80-100 μm,環氧底漆 150 μm,聚氨酯面漆 50 μm。
漆膜干燥:
1. 底漆烘烤后出烘房是漆膜不粘手、手扣不掉漆,冷卻30min后滿足 80 目砂紙打磨不粘手呈現粉末狀,面 漆烘烤后出烘房是漆膜不粘手、冷卻 15min后滿足修補;
產品與市場
©2015 HAOLISEN 浩力森









 滬公網安備 31011402009577號
滬公網安備 31011402009577號